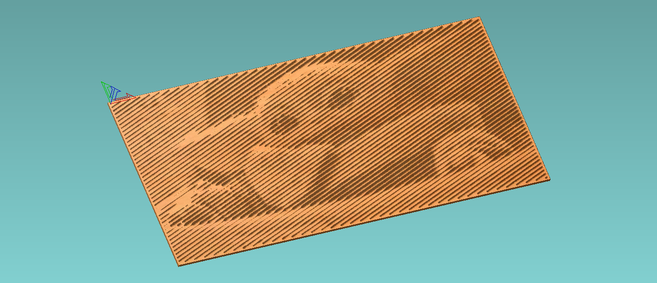
This is a little Python script I wrote to generate G-code toolpaths to engrave raster images.
A hosted version of the script is available at https://rastercarve.live (Github). There is also a standalone custom G-code previewer available at https://github.com/built1n/rastercarve-preview.
It takes bitmap images and produces commands (G-code) for a CNC machine to engrave that image onto a piece of material. For the uninitiated, a CNC machine is essentially a robotic carving machine -- think robot drill: you 1) put in a piece of wood/foam/aluminum stock; 2) program the machine; and 3) out comes a finished piece with the right patterns cut into it.
This program comes in during step 2 -- it takes an image and outputs the right sequence of commands for your machine to engrave it. This is not the first program that can do this, but existing solutions are unsuitable due to their high cost.
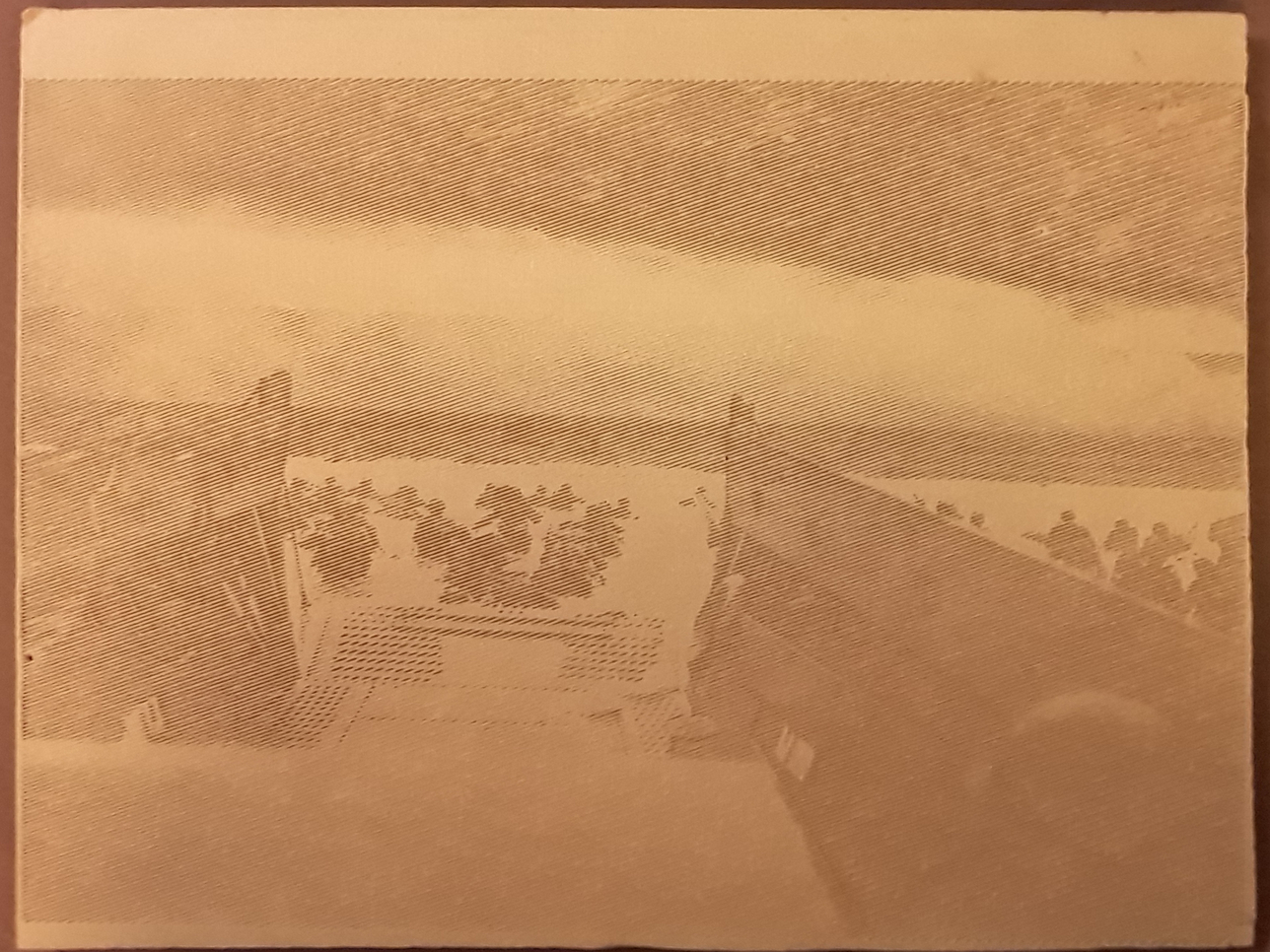
The program's output has been thoroughly tested on a ShopBot Desktop MAX, which produced the results shown below, and a ShopBot PRTalpha. Various users have reported successful results on X-Carve and Shapeoko machines, among others.

$ pip install rastercarve
Running straight from the source tree works fine, too:
$ python -m rastercarve -h
$ rastercarve --width 10 examples/test.png > out.nc
Generating G-code: 100%|██████████████████| 278/278 [00:04<00:00, 57.10 lines/s]
=== Statistics ===
Input resolution: 512x512 px
Output dimensions: 10.00" wide by 10.00" tall = 100.0 in^2
Max line depth: 0.080 in
Max line width: 0.043 in (30.0 deg V-bit)
Line spacing: 0.047 in (110% stepover)
Line angle: 22.5 deg
Number of lines: 277
Input resolution: 51.2 PPI
Output resolution: 100.0 PPI
Scaled image by f=3.91 (200.0 PPI)
Total toolpath length: 2202.6 in
- Rapids: 34.6 in (8.6 s)
- Plunges: 29.8 in (59.6 s)
- Moves: 2138.2 in (1282.9 s)
Feed rate: 100.0 in/min
Plunge rate: 30.0 in/min
Estimated machining time: 1351.2 sec
1 suppressed debug message(s).
This command generates G-code to engrave examples/test.png into an
piece of material 10 inches wide. Exactly one of the --width or
--height parameters must be specified on the command line; the other
will be calculated automatically.
The engraving parameters can be safely left at their defaults, though fine-tuning is possible depending on material and machine characteristics.
The output G-code will be piped to out.nc, which any CNC machine
should accept as input.
With the toolpath generated, it is time to run the job. Presumably you know the specifics of your particular machine, so I'll only outline the high-level steps here:
-
Load the right tool. An engraving bit is best, though ordinary V-bits give acceptable results. Make sure that the tool angle matches that used to generate the toolpath (30 degrees is the default -- change this if needed).
-
Load the material. MDF seems to work best; plywood and ordinary lumber are too prone to chipping. Plastics have a tendency to melt and stick to the bit.
-
Zero X and Y axes at the top left corner of the eventual image location. Double check that the bottom right corner is in bounds.
-
Zero the Z axis to the top surface of the material.
-
Load and run the toolpath. The engraving will begin in the top right corner and work its way down to the bottom right in a serpentine fashion.
Some tools (e.g. ShopBot) have an option to control acceleration ramping speeds. The intricate nature of many raster engraving toolpaths generated with this program tend to trigger unneccessary speed ramping on these machines, leading to very slow cycle times. The solution to this is to set more aggressive ramping values. (ShopBot users can use [VR].)
usage: rastercarve [-h] (--width WIDTH | --height HEIGHT) [-f FEED_RATE]
[-p PLUNGE_RATE] [--rapid RAPID_RATE] [-z SAFE_Z]
[--end-z TRAVERSE_Z] [-t TOOL_ANGLE] [-d MAX_DEPTH]
[-a LINE_ANGLE] [-s STEPOVER] [-r LINEAR_RESOLUTION]
[--dots] [--no-line-numbers]
[--preamble PREAMBLE | --preamble-file PREAMBLE_FILE]
[--epilogue EPILOGUE | --epilogue-file EPILOGUE_FILE]
[--json JSON_DEST] [--debug] [-q] [--version]
filename
Generate G-code to engrave raster images.
positional arguments:
filename input image (any OpenCV-supported format)
optional arguments:
-h, --help show this help message and exit
--json JSON_DEST dump statistics in JSON format
--debug print debug messages
-q disable progress and statistics
--version show program's version number and exit
output dimensions:
Exactly one required. Image will be scaled while maintaining aspect ratio.
--width WIDTH output width (in)
--height HEIGHT output height (in)
machine configuration:
-f FEED_RATE engraving feed rate (in/min) (default: 100)
-p PLUNGE_RATE engraving plunge rate (in/min) (default: 30)
--rapid RAPID_RATE rapid traverse rate (for time estimation only)
(default: 240)
-z SAFE_Z rapid traverse height (in) (default: 0.1)
--end-z TRAVERSE_Z Z height of final traverse (in) (default: 2)
-t TOOL_ANGLE included angle of tool (deg) (default: 30)
engraving parameters:
-d MAX_DEPTH maximum engraving depth (in) (default: 0.08)
-a LINE_ANGLE angle of grooves from horizontal (deg) (default: 22.5)
-s STEPOVER stepover percentage (affects spacing between lines)
(default: 110)
-r LINEAR_RESOLUTION distance between successive G-code points (in)
(default: 0.01)
--dots engrave using dots instead of lines (experimental)
G-code parameters:
--no-line-numbers suppress G-code line numbers (dangerous on ShopBot!)
--preamble PREAMBLE override the default G-code preamble; to specify
multiple lines on the command line, use $'' strings
with \n; each line of the preamble will be prepended
with a line number, except when used with --no-line-
numbers
--preamble-file PREAMBLE_FILE
like --preamble, but read from a file
--epilogue EPILOGUE override the default G-code epilogue; see above notes
for --preamble
--epilogue-file EPILOGUE_FILE
like --epilogue, but read from a file
The default feeds have been found to be safe values for medium-density
fiberboard (MDF). Experimenting with the STEPOVER, LINE_ANGLE, and
LINEAR_RESOLUTION may yield improvements in engraving quality at the cost of
increased machining time. On ShopBot machines, the --no-line-numbers flag must
not be used, since the spindle will fail to start and damage the material. Use
this flag with caution on other machines.
The G-code produced should work out-of-the-box on ShopBot machines. Other machines may need some fine-tuning.
The default G-code preamble is
G00 G20
M03
This tells the machine to use inch units (G20) and then starts the
spindle (M03).
The default G-code epilogue is
M05
This does nothing but stop the spindle.
The --preamble[-file] and --epilogue[-file] options allow you to specify
a custom G-code header or footer to override the default. Note that in writing
a custom preamble/epilogue, you should not include line numbers; the program
will automatically insert them on each line of the supplied preamble/epilogue.
Passing the --metric flag will replace the default G20 directive with G21
to force metric units. If this is passed, all measurements given will be
interpreted as millimeters. E.g., --width 100 will be interpreted as a width
of 100mm. (That is to say, the --metric flag is comparatively dumb; no
internal unit scaling takes place -- only the preamble is changed.)
Note that the --metric flag cannot be used in conjunction with
--preamble[-file]. If a custom preamble is necessary with metric
units, just include G21 in the custom preamble.
The generated toolpaths produce excellent results when used with pen plotters instead of engraving bits (see above). The machine setup is a little more complicated, though: the Z height must be set to half the maximum engraving depth above the material for the black and white regions to be drawn correctly.
Vectric PhotoVCarve - a similar commercial solution. This program is not derived from PhotoVCarve.
My blog post - writeup on the development process.